Hot Rolling VS Cold Rolling
Hot rolling

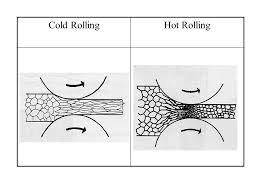
Hot rolling is a metalworking process that occurs above the recrystallization temperature of the material. After the grains deform during processing, they recrystallize, which maintains an equiaxed microstructure and prevents the metal from work hardening. The starting material is usually large pieces of metal, like semi-finished casting products, such as slabs, blooms, and billets. If these products came from a continuous casting operation the products are usually fed directly into the rolling mills at the proper temperature. In smaller operations, the material starts at room temperature and must be heated. This is done in a gas- or oil-fired soaking pit for larger workpieces; for smaller workpieces, induction heating is used. As the material is worked, the temperature must be monitored to make sure it remains above the recrystallization temperature. To maintain a safety factor a finishing temperature is defined above the recrystallization temperature; this is usually 50 to 100 °C (90 to 180 °F) above the recrystallization temperature. If the temperature does drop below this temperature the material must be re-heated before more hot rolling.

Hot-rolled metals generally have little directionality in their mechanical properties and deformation induced residual stresses. However, in certain instances non-metallic inclusions will impart some directionality and workpieces less than 20 mm (0.79 in) thick often have some directional properties. Also, non-uniform cooling will induce a lot of residual stresses, which usually occurs in shapes that have a non-uniform cross-section, such as I-beams. While the finished product is of good quality, the surface is covered in mill scale, which is an oxide that forms at high temperatures. It is usually removed via pickling or the smooth clean surface (SCS) process, which reveals a smooth surface. Dimensional tolerances are usually 2 to 5% of the overall dimension.
Hot-rolled mild steel seems to have a wider tolerance for amount of included carbon than does cold-rolled steel, and is, therefore, more difficult for a blacksmith to use. Also for similar metals, hot-rolled products seem to be less costly than cold-rolled ones.
Hot rolling is used mainly to produce sheet metal or simple cross-sections, such as rail tracks. Other typical uses for hot-rolled metal:
- Truck frames
- Automotive clutch plates, wheels and wheel rims
- Pipes and tubes
- Water heaters
- Agricultural equipment
- Strappings
- Stampings
- Compressor shells
- Metal buildings
- Railroad hopper cars and railcar components
- Doors and shelving
- Discs
- Guard rails for streets and highways
Shape rolling design
Rolling mills are often divided into roughing, intermediate and finishing rolling cages. During shape rolling, an initial billet (round or square) with edge of diameter typically ranging between 100–140 mm is continuously deformed to produce a certain finished product with smaller cross section dimension and geometry. Different sequences can be adopted to produce a certain final product starting from a given billet. However, since each rolling mill is significantly expensive (up to 2 million euros), a typical requirement is to contract the number or rolling passes. Different approaches have been achieved including empirical knowledge, employment of numerical models, and Artificial Intelligence techniques. Lambiase et al. validated a finite element model (FE) for predicting the final shape of a rolled bar in round-flat pass. one of the major concern when designing rolling mills is to reduce the number of passes; a possible solution to such requirement is represented by the slit pass also called split pass which divided an incoming bar in two or more subpart thus virtually increasing the cross section reduction ratio per pass as reported by Lambiase. Another solution for reducing the number of passes in the rolling mills is the employment of automated systems for Roll Pass Design as that proposed by Lambiase and Langella. subsequently, Lambiase further developed an Automated System based on Artificial Intelligence and particularly an integrated system including an inferential engine based on Genetic Algorithms a knowledge database based on an Artificial Neural Network trained by a parametric Finite element model and to optimize and automatically design rolling mills.
Cold rolling
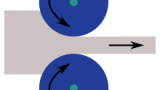
Cold rolling occurs with the metal below its recrystallization temperature (usually at room temperature), which increases the strength via strain hardening up to 20%. It also improves the surface finish and holds tighter tolerances. Commonly cold-rolled products include sheets, strips, bars, and rods; these products are usually smaller than the same products that are hot rolled. Because of the smaller size of the workpieces and their greater strength, as compared to hot rolled stock, four-high or cluster mills are used. Cold rolling cannot reduce the thickness of a workpiece as much as hot rolling in a single pass.
Cold-rolled sheets and strips come in various conditions: full-hard, half-hard, quarter-hard, and skin-rolled. Full-hard rolling reduces the thickness by 50%, while the others involve less of a reduction. Cold rolled steel is then annealed to induce ductility in the cold rolled steel which is simply known as a Cold Rolled and Close Annealed. Skin-rolling, also known as a skin-pass, involves the least amount of reduction: 0.5–1%. It is used to produce a smooth surface, a uniform thickness, and reduce the yield point phenomenon (by preventing Lüders bands from forming in later processing). It locks dislocations at the surface and thereby reduces the possibility of formation of Lüders bands. To avoid the formation of Lüders bands it is necessary to create substantial density of unpinned dislocations in ferrite matrix. It is also used to break up the spangles in galvanized steel. Skin-rolled stock is usually used in subsequent cold-working processes where good ductility is required.
Other shapes can be cold-rolled if the cross-section is relatively uniform and the transverse dimension is relatively small. Cold rolling shapes requires a series of shaping operations, usually along the lines of sizing, breakdown, roughing, semi-roughing, semi-finishing, and finishing.
If processed by a blacksmith, the smoother, more consistent, and lower levels of carbon encapsulated in the steel makes it easier to process, but at the cost of being more expensive.
Typical uses for cold-rolled steel include metal furniture, desks, filing cabinets, tables, chairs, motorcycle exhaust pipes, computer cabinets and hardware, home appliances and components, shelving, lighting fixtures, hinges, tubing, steel drums, lawn mowers, electronic cabinetry, water heaters, metal containers, fan blades, frying pans, wall and ceiling mount kits, and a variety of construction-related products.
-

Rolling Mills
۱۴۰۵/۰۵/۱۷
-

Roll bending
۱۴۰۵/۰۵/۱۷
-

Hot Rolling VS Cold Rolling
۱۴۰۵/۰۵/۱۷
-
Rolling
۱۴۰۵/۰۵/۱۷
-

Heavy Metal Pieces
۱۴۰۵/۰۵/۱۷